
Grinding is a common post-processing method in CNC machining. Its purpose is to ensure the smoothness of parts and meet the client’s assembly dimensions requirements. Some of the tolerance requirements that cannot be achieved in CNC machining are finished by grinding. We have encountered the client who requires the outer diameter tolerance of +/-0.002mm. CNC lathes cannot achieve such fine tolerance. It has to be machined to a near dimension by CNC and then ground to within the tolerance range.
According to the shape, volume, surface and dimensions requirements of the workpiece, there are different grinding methods that can be adopted. The following briefly introduces 3 common grinding methods for lathes:
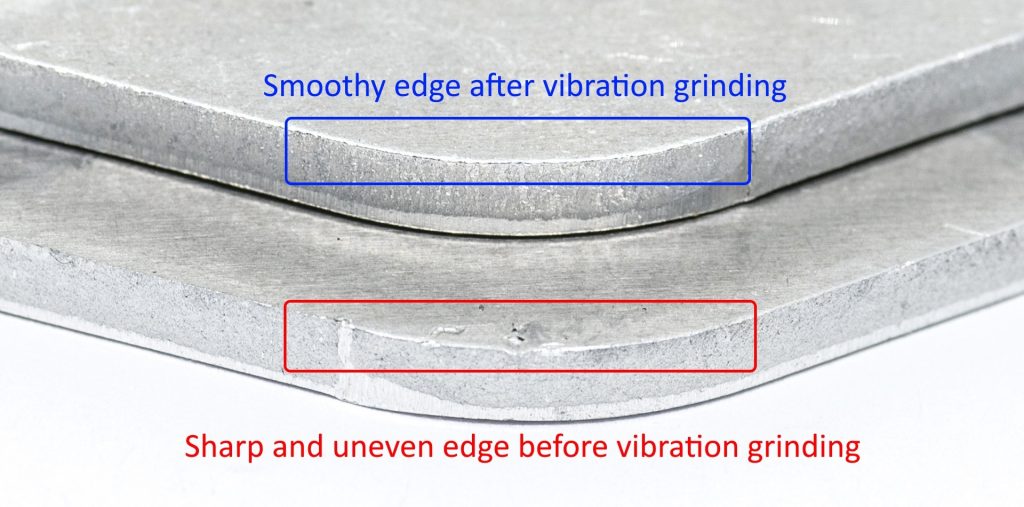
Vibration grinding
Vibration grinding is to put the workpiece into the bucket filled with grinding material and grinding aid. It uses the vibration force of the external vibration motor to make the workpiece and the grinding material rotate and rub quickly to smooth the surface of the workpiece. A lot of manpower and time can be saved.
The main purpose is to make the surface smoothy and deburr, especially for the large volume of small lathes and stamping parts, which can be completed quickly and effectively. However, it cannot be used for grinding partial dimensions with limited tolerance.
Centreless grinding
Centreless grinding is a grinding method that uses the adjustment grinding wheels and work rest as the main support. It is suitable for grinding tubular or rod-shaped workpieces. Since there is no need to clamp the workpiece, the machining speed is faster and the dimensional accuracy is easier to control than the centered grinding. But the concentricity cannot be ensured when the tubular part is ground. In addition, the workpiece cannot be processed when the workpiece has a flat surface and a keyway.
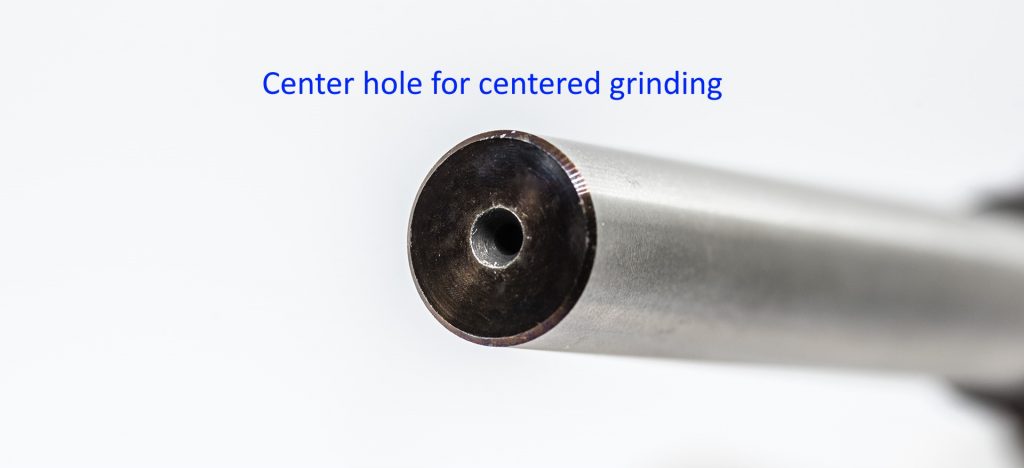
Centered grinding
In centered grinding, the shaft workpiece will be drilled holes the two ends and fixed with thimbles first. That can ensure the inner and outer concentricity and simultaneously carry out multi-section outer diameter grinding processing. It can grind more complex workpieces such as special-shaped, inclined, and eccentric workpieces. But the processing time, cost, and technicality are higher than centerless grinding.
In addition, there are several points to note before grinding:
- When lathe processing, especially the long shaft and long pipe parts with surface roughness and appearance requirements, it has to pay attention to whether there are cutter marks, chattering marks,
- Keep the reserved amount for grinding well. If leaving too much will increase the cost and processing time of grinding, and too little will result in unstable grinding quality.
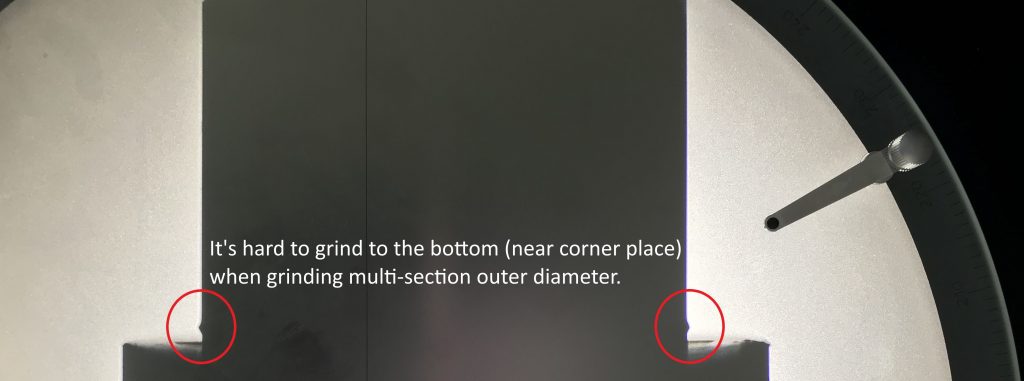
- When grinding multi-section outer diameter, it’s hard to grind to the bottom (near corner place). If there is a need to grind to the bottom, it is recommended that the bottom needs one more shallow groove or one more cut after grinding to ensure that there are no bulges that cannot be ground to influent the assembly.
Combining the advantages and disadvantages of the above several kinds of grinding processing, we can understand and find a more suitable and efficient grinding method to meet economic benefits.
If you have any questions and inquiries about heat treatment, please do not hesitate to contact us for a discussion.
Also, you can find the photo display of the CNC machining parts made by us HERE