Holes are important surfaces on boxes, brackets, sleeves, rings, and plate parts, and are often encountered in machining. If the machining accuracy and the surface roughness are the same, the machining of the hole is more difficult than the machining of the outer circular surface. The productivity of the hole drilling is lower but the cost is higher.
Because the size of the drilling tool is limited by the size of the hole to be machined, the rigidity of the tool is poor. The machining with a large cutting amount also cannot be used. When the hole is machined, the cutting area is inside the workpiece, and the cutting fluid is not easy to enter the cutting area, chip removal, and heat dissipation. The machining accuracy and surface quality are difficult to control in poor conditions.
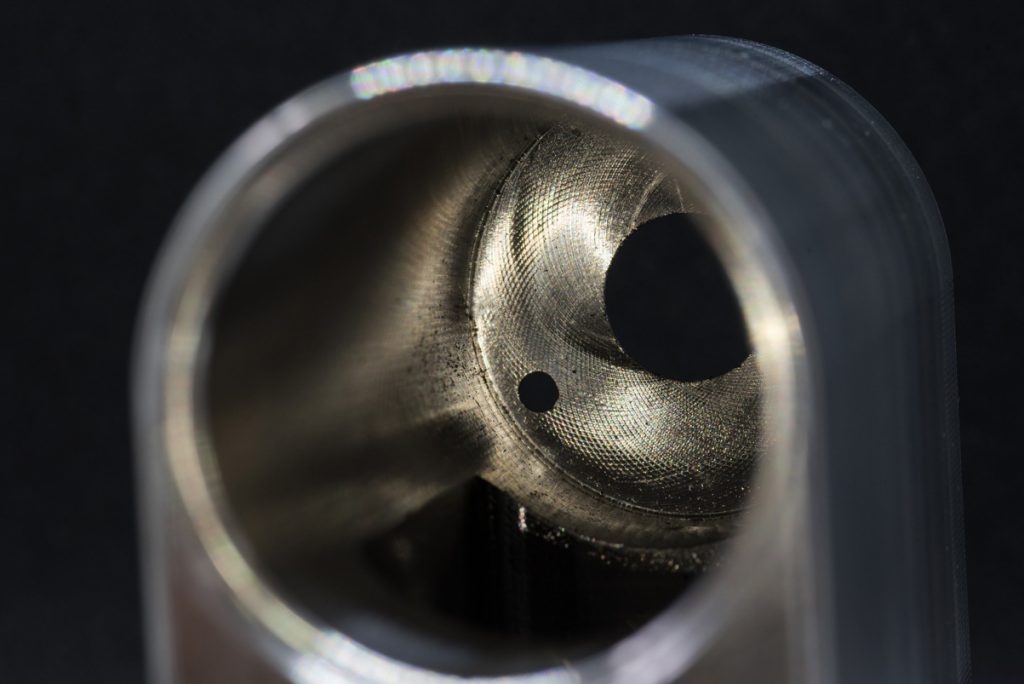
The processing method of the hole includes drilling, reaming, boring, broaching, etc. In addition, there are some special processing methods like trepanning drilling, electric discharge machining (EDM). Different tools are selected based on different materials, sizes, and precision requirements. Also, different processing techniques are according to different efficiency requirements, quantity, and ratios of length/diameter. In the mechanical manufacturing industry, a cylindrical hole having a hole depth exceeding 10 times the diameter is generally referred to as a deep hole.
Deep hole machining is a type of machining method that is dominated by specially designed tools. These special tools feature extended, high-precision shanks with support and integrated reamer. Besides, they combined with the latest cutting edge geometry, special tool material, efficient coolant and chip control. So the workpieces with high quality can be stably produced by maximum penetration.
Operating points during deep hole machining
1. The concentricity among the spindle, the tool guide sleeve, and the tool/the workpiece holder support sleeve should meet the requirements.
2. The shape of the chip should be kept normal to avoid the formation of straight strips.
3. When using the drill with a higher speed to drill and nearly finish the through-hole, it should be slowed down or stopped to prevent damage to the drill bit.
4. A lot of cutting heat will be generated during deep hole machining, and it will not dissipate easily. It is necessary to supply sufficient cutting fluid to lubricate and cool the tool. The cutting fluid system should be also unblocked and normal.
Difficulties of deep hole processing
1. The cutting condition cannot be directly observed. It only can be judged by listening to the sound, looking at the chips, observing the load of the machine tool, and the parameters of oil pressure.
2. The heat by cutting is not easy to dissipate.
3. Chip removal is difficult. If the chip is stuck, it might cause damage to the drill bit.
4. Due to the long length of the drill rod, poor rigidity and easy vibration, the axis of the hole is easily deflected, which affects the processing precision and production efficiency.
Notices of using deep hole drills
1. The end face of the workpiece is perpendicular to the axis of the workpiece to ensure the surface is stable during machining.
2. Pre-drill a shallow hole in the hole position of the workpiece before the formal machining. It can guide the centering action when drilling.
3. In order to ensure the service life of the tool, it is better to use a CNC Fixed Head Automatic Lathe.
4. If the guide elements of the liquid inlet and the movable center are worn out, they should be replaced in time to avoid affecting the drilling accuracy.
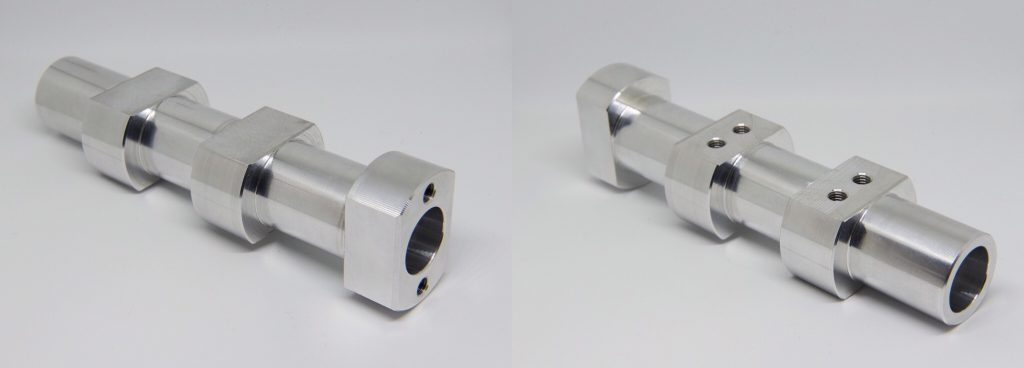
You can find the photo display of the CNC machining parts made by us HERE!